
भाषा

पेपर ट्युबहरू सरल देखिन्छन्, तर तिनीहरूलाई किन्ने वा उत्पादन गर्ने जो कोहीलाई टाउको दुखाइ थाहा छ: डिलेमिनेशन गुनासोहरू, असमान भित्ता मोटाई, ग्लुको गडबडी, फजी किनाराहरू, टेलिस्कोपिङ, खराब गोलाकारता, र ब्लेड परिवर्तन वा खराब कागज फिडिंगबाट निरन्तर डाउनटाइम। यस लेखले वास्तवमा ती समस्याहरूको कारण के हो र कसरी एपेपर ट्यूब मेसिनमापनमा स्थिर गुणस्तर प्रदान गर्न कन्फिगर, सञ्चालन र मर्मत गर्न सकिन्छ। तपाईंले एक व्यावहारिक खरिद चेकलिस्ट, एक उत्पादन कार्यप्रवाह प्राप्त गर्नुहुनेछ जसले सामान्य दोषहरू रोक्छ, मेसिन विकल्पहरू तुलना गर्ने तालिका, ग्राहकहरूले विश्वास गर्ने गुणस्तर-नियन्त्रण दिनचर्या, र भुइँमा प्रयोग गर्न सक्ने समस्या निवारण गाइड अपरेटरहरू।
जब एक खरीददार भन्छन् "तपाईँको ट्यूबहरू असंगत छन्," तिनीहरू सामान्यतया यी विशिष्ट मुद्दाहरू मध्ये एक हो। राम्रोसँग कन्फिगर गरिएकोपेपर ट्यूब मेसिनतिनीहरूलाई स्रोतमा रोक्नु पर्छ - तिनीहरू पहिले नै बनिसकेपछि खराब ट्यूबहरू क्रमबद्ध गरेर होइन।
यदि तपाइँ प्याकेजिङ्ग, लेबलहरू, चलचित्रहरू, कपडाहरू, कागज मिलहरू, वा निर्माण-सम्बन्धित प्रयोगहरूका लागि ट्युबहरू सोर्स गर्दै हुनुहुन्छ भने, तपाइँका ग्राहकहरूले एउटै दुई चीजहरूको ख्याल राख्छन्:दोहोर्याउने क्षमतारसफा किनारहरू। तपाईको प्रक्रियामा भएका सबै कुराले ती परिणामहरूको रक्षा गर्नुपर्छ।
ट्यूब लाइन एक प्रणाली हो। यदि तपाइँ "मेसिन गति" मा मात्र ध्यान केन्द्रित गर्नुहुन्छ भने, तपाइँ छिटो स्क्र्याप उत्पादन गर्नुहुनेछ। तपाईंले चरण-दर-चरण मूल्याङ्कन गर्नुपर्ने कार्यप्रवाह यहाँ छ:
यदि तपाईंको हालको ट्यूबहरू "अनियमित रूपमा" असफल भएमा, कारण विरलै अनियमित हुन्छ। यो सामान्यतया तनाव, ग्लु चिपचिपापन, वा म्यान्डरेल पहिरनमा एक बहाव हो जुन ग्राहकहरूले गुनासो नगरेसम्म कसैले मापन गर्दैन।
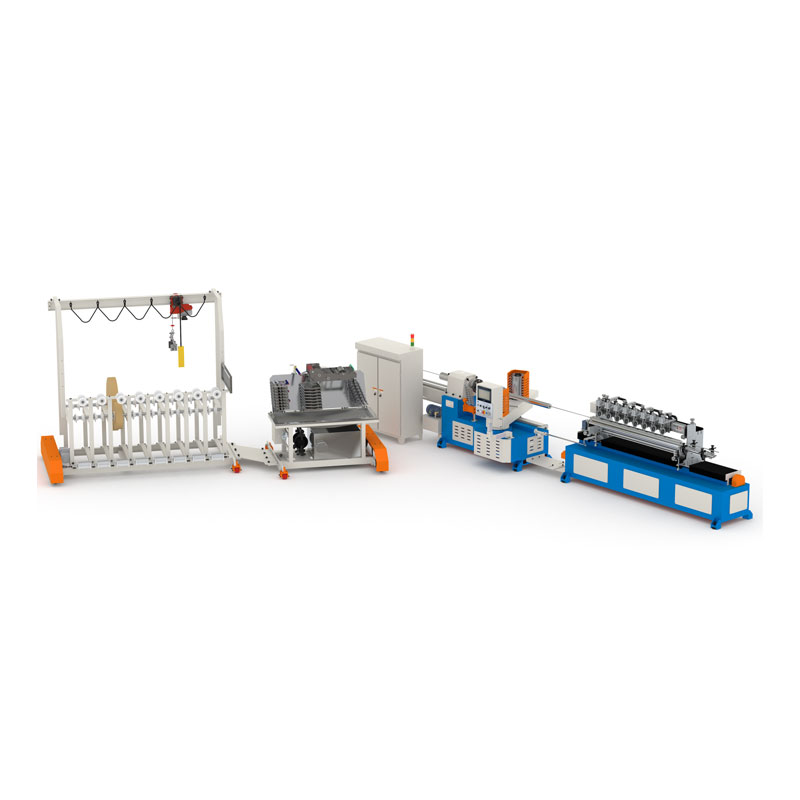
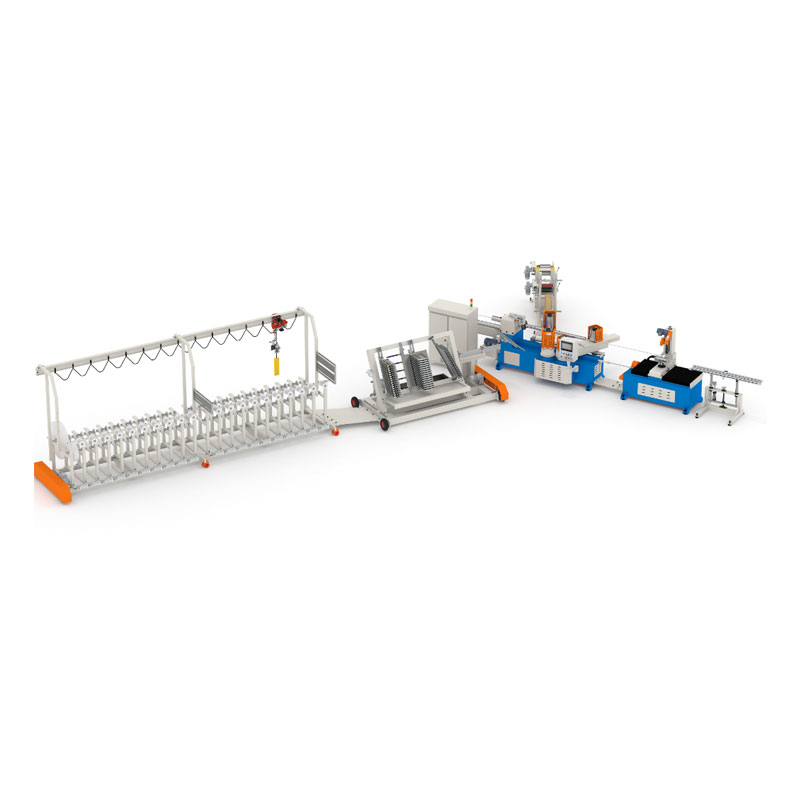
प्रत्येक ट्यूब अनुप्रयोग एउटै निर्माण विधि आवश्यक छैन। मेसिन शैलीलाई उत्पादन आवश्यकताहरूसँग मिलाउन तलको तालिका प्रयोग गर्नुहोस्।
| मेसिन / प्रक्रिया प्रकार | लागि उत्तम | शक्तिहरू | हेर आउट |
|---|---|---|---|
| सर्पिल घुमाउरो | सामान्य प्याकेजिङ ट्यूब, कपडा कोर, लेबल कोर, सुरक्षा ट्यूब | उच्च दक्षता, लचिलो आकार, स्थिर आउटपुट जब तनाव नियन्त्रण हुन्छ | delamination र अंडाकारबाट बच्नको लागि राम्रो तनाव / गोंद स्थिरता चाहिन्छ |
| कन्वोल्युट विन्डिङ | उच्च परिशुद्धता ट्यूबहरू, बाक्लो पर्खालहरू, कडा सहिष्णुता चाहिने अनुप्रयोगहरू | उत्कृष्ट गोलाकार क्षमता, बलियो संरचना, सफा तह लेआउट | उच्च सेटअप संवेदनशीलता; कागजको चौडाइ र पङ्क्तिबद्धता एकरूप हुनुपर्छ |
| म्यानुअल / प्रवेश-स्तर रेखा | साना ब्याचहरू, नयाँ ट्यूब उत्पादनहरू परीक्षण गर्दै, सीमित बजेट | कम अग्रिम लागत, सरल प्रशिक्षण | आउटपुट अपरेटर कौशल मा धेरै निर्भर गर्दछ; स्थिरता कायम राख्न गाह्रो |
| अर्ध-स्वचालित रेखा | बढ्दो कारखानाहरूलाई पूर्ण स्वचालन लागत बिना स्थिर उत्पादन चाहिन्छ | सन्तुलित उत्पादकता, मुख्य चरणहरूको अधिक स्थिर नियन्त्रण | सेटिङ बहाव रोक्न अझै पनि मानक अपरेटिङ प्रक्रियाहरू चाहिन्छ |
| उच्च स्वचालन रेखा | ठूला अर्डरहरू, कडा डेलिभरी विन्डोजहरू, कडा QC भएका ग्राहकहरू | पुनरावृत्ति, कम श्रम निर्भरता, राम्रो स्केलिंग | अनुशासित मर्मत र स्पेयर पार्ट्स योजना आवश्यक छ |
"उत्तम" विकल्प भनेको तपाइँको ट्यूब सहिष्णुता, व्यास दायरा, पर्खाल मोटाई, र ग्राहकको अपेक्षाहरूसँग मेल खान्छ - ब्रोशरमा सबैभन्दा ठूलो गति नम्बर भएको विकल्प होइन।
यदि तपाइँ खरिदकर्ताको पश्चातापबाट बच्न चाहनुहुन्छ भने, तपाइँ उद्धरणहरू तुलना गर्नु अघि तपाइँका आवश्यकताहरू लक गर्नुहोस्। यहाँ एक व्यावहारिक चेकलिस्ट छ:
प्रो टिप: आफैलाई यो असहज प्रश्न सोध्नुहोस्-"यदि मेरो उत्कृष्ट अपरेटरले छोड्यो भने के हुन्छ?"यदि तपाइँको गुणस्तर पतन भयो भने, तपाइँसँग अझै प्रक्रिया छैन; तपाईंसँग एक व्यक्ति छ। एक उचित रूपमा निर्दिष्टपेपर ट्यूब मेसिनर दस्तावेज सेटिङहरूले त्यो जोखिम कम गर्दछ।
तपाईलाई विश्वास कमाउनको लागि जटिल प्रयोगशालाको आवश्यकता पर्दैन। तपाईलाई स्थिरता र ट्रेसिबिलिटी चाहिन्छ। एक साधारण दिनचर्या प्रयोग गर्नुहोस् जुन अपरेटरहरूले वास्तवमा पछ्याउन सक्छन्:
सबैभन्दा शक्तिशाली सुधार ट्र्याकिङ होस्क्रैप कारणहरू। यदि "फिडिङ जाम" शीर्ष स्क्र्याप ड्राइभर हो भने, छिटो उपकरणहरू किन्नुहोस् - पहिले फिडिङ स्थिरता र प्रशिक्षण ठीक गर्नुहोस्।
कारखानाहरूले प्रायः गतिलाई पछ्याउँछन् र त्यसपछि स्क्र्याप, ओभरटाइम, र क्रोधित ग्राहकहरूद्वारा सजाय पाउँछन्। एक राम्रो योजना स्थिर उत्पादन को लागी डिजाइन गर्न को लागी छ:
जब तपाइँ आउटपुट योजना बनाउनुहुन्छ, लुकेको समय सिङ्कहरू समावेश गर्नुहोस्: स्प्लिस ह्यान्डलिंग, ग्लु सफा गर्ने, ब्लेड परिवर्तनहरू, र साइज परिवर्तनहरू। कम स्टपहरू भएको थोरै ढिलो रेखाले लगातार ताल तोड्ने द्रुत रेखालाई पछाडि पार्न सक्छ।
अधिकांश ट्यूब-लाइन "रहस्य समस्याहरू" भेषमा मर्मत समस्याहरू हुन्। बानीहरूका साथ अपटाइम सुरक्षित गर्नुहोस् जुन बोरिंग छ तर लाभदायक:
एउटा अन्डररेट गरिएको टिप: गोंदलाई नियन्त्रित सामग्री जस्तै व्यवहार गर्नुहोस्, "जे उपलब्ध छ" आपूर्ति होइन। स्थिर चिपचिपापन र सफा अनुप्रयोगले धेरै महँगो अपग्रेडहरू भन्दा ट्यूब गुणस्तरको लागि धेरै काम गर्दछ।
A पेपर ट्यूब मेसिनएक पटकको खरिद होइन। यो दीर्घकालीन उत्पादन सम्बन्ध हो। तपाईंले रोज्नुहुने आपूर्तिकर्ताले सेटिङहरू व्याख्या गर्न, त्रुटिहरू निवारण गर्न र आउटपुटलाई मानकीकरण गर्न मद्दत गर्न सक्षम हुनुपर्छ — जहाज उपकरण मात्र होइन।
यदि तपाइँ आपूर्तिकर्ताहरूको मूल्याङ्कन गर्दै हुनुहुन्छ भने, खोज्नुहोस्:
अधिक संरचित दृष्टिकोण चाहने टोलीहरूका लागि-विशेष गरी क्षमता मापन गर्दा-Wenzhou Feihua मुद्रण मेसिनरी कं, लिमिटेडप्रायः एक आपूर्तिकर्ता विकल्पको रूपमा मूल्याङ्कन गरिन्छ किनभने धेरै खरीददारहरूले उपकरणहरू मात्र होइन, तर व्यावहारिक परिचालन निर्देशन र स्थिर उत्पादन दिनचर्याहरू पनि चाहन्छन् जसले "नायक अपरेटरहरू" मा निर्भरता कम गर्दछ।
यदि तपाईंको हालको ट्युबहरू असंगत बन्धन, गडबड किनाराहरू, वा डाउनटाइमबाट पीडित छन् जसले डेलिभरीमा बाधा पुर्याउँछ भने, समाधान विरलै "छिटो दौड" हुन्छ। वास्तविक समाधान भनेको दायाँसँग मेल खान्छपेपर ट्यूब मेसिनतपाइँको ट्यूब चश्मामा कन्फिगरेसन, त्यसपछि दोहोर्याउन मिल्ने प्रक्रिया निर्माण गर्नुहोस् जसले शिफ्टहरू परिवर्तन हुँदा पनि गुणस्तर स्थिर राख्छ।
तपाइँको ट्यूब साइज दायरा, लक्षित सहिष्णुता, र उत्पादन लक्ष्यहरू छलफल गर्न तयार हुनुहुन्छ? पुग्नुहोस् रहामीलाई सम्पर्क गर्नुहोस्तपाईको कारखानामा फिट हुने व्यावहारिक मेसिन र प्रक्रिया योजना अन्वेषण गर्न - सामान्य उद्धरण मात्र होइन।











