
भाषा

लेख सारांश
कागजका ट्युबहरू जताततै देखा पर्छन्—प्याकेजिङ, कपडा, लेबल, सुरक्षात्मक कोर, निर्माण फारमहरू पनि। तर माग बढ्दै जाँदा, धेरै निर्माताहरूले एउटै पर्खालमा हिर्काए: असंगत ट्यूब बल, गन्दा ग्लु लाइनहरू, अस्थिर व्यास, उच्च स्क्र्याप दरहरू, र जाम र ढिलो परिवर्तनको कारणले गर्दा असहज डाउनटाइम। यो गाइडले पेपर ट्यूब उत्पादनमा सामान्यतया के गल्ती हुन्छ भत्काउँछ, उपकरण किन्नु अघि के मूल्याङ्कन गर्ने, र कसरी एक स्थिर, दोहोरिने प्रक्रिया निर्माण गर्ने जसले बलियो, सफा, ग्राहक-तयार ट्यूबहरू प्रदान गर्दछ। तपाईले एक व्यावहारिक चेकलिस्ट, मुख्य मेसिन सुविधाहरूको तुलना तालिका, र राम्रो खरिद निर्णयहरूलाई समर्थन गर्न FAQ पनि पाउनुहुनेछ।
सामग्रीको तालिका
यदि तपाइँसँग सोमबार "सही" ट्यूब र बिहीबार अस्वीकार लहर छ भने, तपाइँ एक्लै हुनुहुन्न। पेपर ट्यूब उत्पादन भ्रामक छ संवेदनशील: कागजको आर्द्रता, टाँसेको चिपचिपापन, घुमाउरो तनाव, वा ब्लेड तीक्ष्णतामा साना परिवर्तनहरूले गुणस्तर बहाव ट्रिगर गर्न सक्छ। जब ग्राहकहरूले गुनासो गर्छन्, तिनीहरू प्राय: छानिएका हुँदैनन् — तिनीहरूका मेसिनहरू डाउनस्ट्रीम (प्रिन्टिङ, स्लिटिङ्, रिवाइन्डिङ, ल्यामिनेशन, कपडा घुमाउरो) पनि संवेदनशील छन्। यहाँ पीडा बिन्दुहरू छन् जुन खरीददारहरूले प्रायः उल्लेख गर्छन्, साथै तिनीहरूको पछाडि के हो।
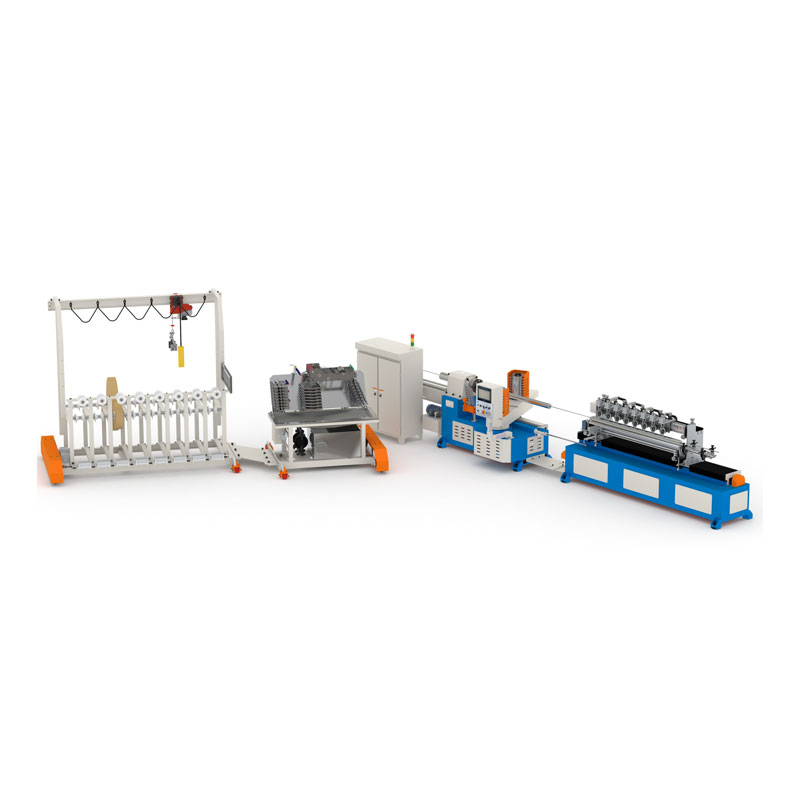
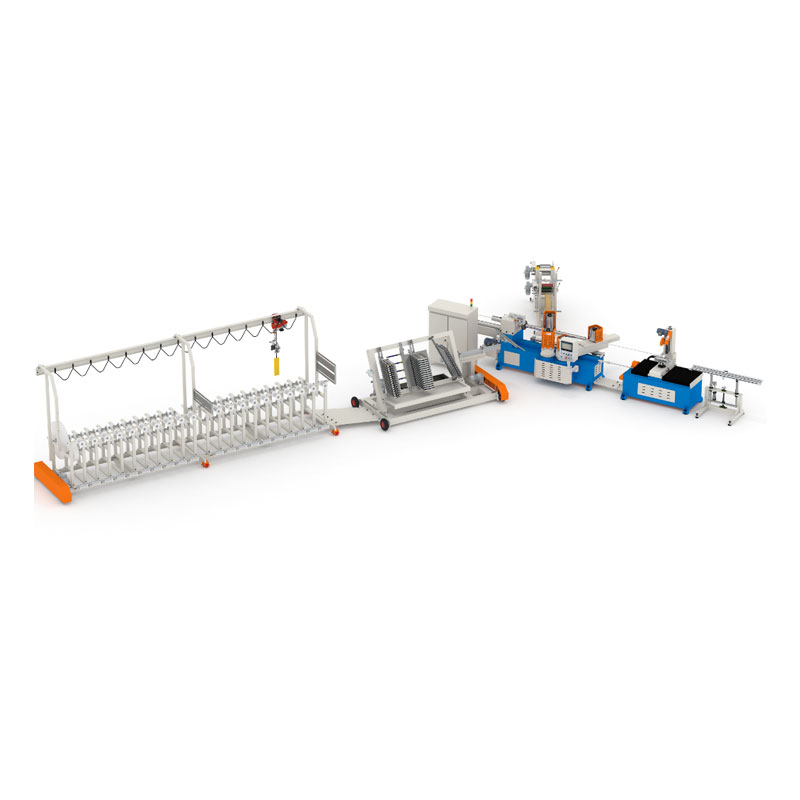
एक भरपर्दोकागज ट्यूब मेसिन"दौड" मात्र होइन। यसले तपाइँका अपरेटरहरूलाई प्रत्येक शिफ्टमा उस्तै रूपमा चलाउन मद्दत गर्दछ - त्यसैले तपाइँको ट्यूबहरू स्थिर रहन्छन् उत्पादन मात्रा बढ्दा वा नयाँ कर्मचारी लाइनमा सामेल हुँदा पनि।
विभिन्न उद्योगहरूले विभिन्न सहिष्णुताहरूको ख्याल राख्छन्, तर धेरैजसो खरीददारहरूले एउटै मुट्ठीभर परिणामहरू प्रयोग गरेर ट्यूबहरू न्याय गर्छन्: फिट, बल, सतह, र गुणस्तर कटौती। यदि तपाइँ कम विवादहरू र छिटो अनुमोदन चाहनुहुन्छ भने, तपाइँको आन्तरिक लक्ष्यहरू अगाडि परिभाषित गर्नुहोस्।
| गुणस्तरीय वस्तु | किन यो ग्राहकहरूको लागि महत्त्वपूर्ण छ | सामान्य मूल कारणहरू जब यो असफल हुन्छ |
|---|---|---|
| भित्री व्यास स्थिरता | रिवाइन्डिङ वा प्रिन्टिङ शाफ्टहरूमा डगमगाउने, चिप्लन र कम्पनलाई रोक्छ | मन्ड्रेल पहिरन, तनाव बहाव, कागज मिसाइलाइनमेन्ट, असमान घुमाउरो दबाव |
| गोलाकार (कम अंडाकार) | फिट सुधार गर्दछ र उच्च गतिको दौडको समयमा किनारा क्षति कम गर्दछ | असंतुलित तनाव, असंगत कागज मोटाई, खराब उपकरण पङ्क्तिबद्धता |
| बन्ड बल र तह अखण्डता | delamination, पतन, र कोर क्र्याकिंग रोक्छ | गलत ग्लु चिपचिपापन, कम कभरेज, अपर्याप्त उपचार समय, कागजको नमी |
| कट किनारा सफाई | धुलो घटाउँछ, ह्यान्डलिंग सुरक्षा सुधार गर्दछ, सफा प्याकेजिङ्ग उपस्थिति समर्थन गर्दछ | सुस्त ब्लेड, गलत कटर गति, कम्पन, गलत फिड |
| सतह उपस्थिति र गोंद नियन्त्रण | ब्रान्डेड प्याकेजिङ्ग र खुद्रा-फेसिङ ट्यूबहरूको लागि महत्त्वपूर्ण | गोंद, असमान कोटिंग, अस्थिर फिड, फोहोर रोलर को अत्यधिक आवेदन |
विषयवस्तुलाई ध्यान दिनुहोस्: मेसिन केवल आधा कथा हो। उत्कृष्ट परिणामहरू एक मेसिन डिजाइनबाट आउँछन् जसले लगातार प्यारामिटरहरूलाई समर्थन गर्दछ, साथै मापन र मानकीकरण गर्ने उत्पादन टोली।
मोडेलहरू तुलना गर्नु अघि, आफ्नो ट्यूब "परिवार" परिभाषित गर्नुहोस्। बाक्लो-भित्ता औद्योगिक कोरहरूमा उत्कृष्ट हुने मेसिनको लागि अकुशल हुन सक्छ छोटो, पातलो पर्खाल भएको प्याकेजिङ्ग ट्यूबहरू, र यसको विपरित। आफैलाई सोध्नुहोस्:
एकचोटि तपाईंले आफ्नो उत्पादनको मिश्रणलाई म्याप गरिसकेपछि, "कडा भागहरू" लाई सुरक्षित गर्ने मेसिन कन्फिगरेसन छनौट गर्नुहोस्: स्थिर घुमाउरो तनाव, नियन्त्रित गोंद अनुप्रयोग, सही काट्ने, र आकारहरू बीच दोहोर्याउन मिल्ने समायोजन। यो जहाँ एक अनुभवी निर्माताले तपाइँलाई परीक्षण-र-त्रुटिको महिनौं बचत गर्न सक्छ।
उदाहरणका लागि,Wenzhou Feihua मुद्रण मेसिनरी कं, लिमिटेडहुन सक्ने भरपर्दो पेपर ट्यूब लाइन चाहने ग्राहकहरूलाई समर्थन गर्दछ तिनीहरूको ट्यूब दायरा, बिरुवाको लेआउट, र अपरेटरको बानीको वरिपरि कन्फिगर गरिएको - किनभने वास्तविक उत्पादन सफलता मेसिनले कसरी हुन्छ भन्ने कुरामा निर्भर गर्दछ। तपाईको भुइँमा व्यवहार गर्दछ, ब्रोशरमा होइन।
जब खरीददारहरूले अधिकतम गतिमा मात्र ध्यान केन्द्रित गर्छन्, तिनीहरू प्रायः यसको लागि पछि स्क्र्याप र डाउनटाइममा भुक्तानी गर्छन्। यसको सट्टा, आउटपुट बनाउने सुविधाहरूको मूल्याङ्कन गर्नुहोस् दोहोर्याउन मिल्ने र नियन्त्रण गर्न सजिलो। यहाँ के सामान्यतया सबैभन्दा ठूलो प्रभाव प्रदान गर्दछ:
विकल्पहरू तुलना गर्ने एउटा उपयोगी तरिका व्यवसायिक परिणामहरूमा सुविधाहरू अनुवाद गर्नु हो: कम ग्राहक गुनासोहरू, कम स्क्र्याप, छिटो परिवर्तनहरू, र सजिलो प्रशिक्षण। यदि एक आपूर्तिकर्ताले तिनीहरूको डिजाइनले ती जोखिमहरूलाई कसरी कम गर्छ भनेर व्याख्या गर्न सक्छ भने, तिनीहरूले वास्तविक उत्पादन बुझ्छन्।
एउटा बलियो पेपर ट्यूब मेसिनले पनि सधैंको लागि अस्थिर इनपुटहरू "लडाइँ" गर्न सक्दैन। सुसंगत ट्यूबहरूको लागि सबैभन्दा छिटो मार्ग आधारभूतहरूलाई मानकीकरण गर्न हो: कागज, गोंद, घुमाउरो सेटिङहरू, र काटन सेटिङहरू। यहाँ छिट्टै कार्यान्वयन गर्न सक्ने व्यावहारिक दृष्टिकोण छ।
यदि तपाइँ एक साधारण मानसिकता चाहनुहुन्छ भने: अन्त्यमा दोषहरूको पछि नलाग्नुहोस्। साना चेकहरू र लगातार रेसिपीहरूको साथ चाँडै बहाव समात्नुहोस्। यसले "अपरेटर प्रतिभा" बाट स्केलेबल प्रक्रियामा ट्यूब बनाउने काम गर्दछ।
धेरैजसो अचानक उत्पादन विफलता यादृच्छिक छैनन् - तिनीहरू साना उपेक्षित मुद्दाहरूको ढिलाइ परिणाम हुन्। छोटो, लगातार रखरखाव दिनचर्या प्रायः "ठूलो मर्मत दिनहरू" लाई पिट्छ जुन गुणस्तर पहिले नै खस्किसकेको छ।
साथै: एक साधारण लग राख्नुहोस्। त्रुटि देखा पर्दा, मिति, ट्यूब प्रकार, पेपर ब्याच, ग्लु सेटिङ, गति, र को सिफ्टमा थियो रेकर्ड गर्नुहोस्। ढाँचाहरू तपाईंले अपेक्षा गर्नुभएभन्दा छिटो देखिन्छन्- र ती ढाँचाहरू तपाईंले आपतकालीन अवस्थाहरू दोहोर्याउनुको सट्टा मूल कारणहरू कसरी समाधान गर्नुहुन्छ।
यदि तपाइँ अस्थिर ट्यूब आयामहरू, बन्धन समस्याहरू, वा डाउनटाइमसँग व्यवहार गर्दै हुनुहुन्छ जसले तपाइँको मार्जिनहरू खाइरहन्छ भने, "कठोर ट्युन" नगर्नुहोस्। तपाइँको ट्यूब दायरा परिभाषित गर्नुहोस्, तपाइँको प्रक्रिया रेसिपीहरू लक गर्नुहोस्, र उपकरणहरू छनौट गर्नुहोस् जसले अपरेटरहरूको लागि स्थिरतालाई सजिलो बनाउँदछ - प्रत्येक शिफ्टमा मात्र होइन। राम्रो दिन।
तपाईको सटीक ट्यूब आकार, सामग्री, र आउटपुट लक्ष्यहरूमा पेपर ट्यूब मेसिन कन्फिगरेसन मिलाउन चाहनुहुन्छ? मा पुग्नुहोस्Wenzhou Feihua मुद्रण मेसिनरी कं, लिमिटेडर हामीलाई सम्पर्क गर्नुहोस्आफ्ना आवश्यकताहरू छलफल गर्न र व्यावहारिक सिफारिसहरू प्राप्त गर्न क्लिनर, थप लगातार उत्पादन लाइनको लागि।











