
भाषा

A पेपर टीube मेसिनसतहमा सीधा देखिन सक्छ - रोल पेपर, टाँसिएको लागू गर्नुहोस्, लम्बाइमा काट्नुहोस्। वास्तविक कारखानाहरूमा, दुखाइ बिन्दुहरू छिटो देखा पर्दछ: अस्थिर ट्यूब बल, ग्लु गडबड, बारम्बार डाउनटाइम, ढिलो आकार परिवर्तनहरू, र अपशिष्ट र ग्राहक गुनासोहरू सिर्जना गर्ने असंगत कटौती। यस लेखले ट्यूब बनाउने प्रक्रिया, सबैभन्दा सामान्य उत्पादन टाउको दुखाइ, र वास्तवमा मेसिन क्षमताहरू तोड्छ। तिनीहरूलाई समाधान गर्नुहोस्। तपाइँले एक व्यावहारिक खरिद चेकलिस्ट, एक सुविधा देखि दुखाइ-बिन्दु तालिका, र एक मर्मत प्लेबुक पनि प्राप्त गर्नुहुनेछ ताकि तपाइँ दौडन सक्नुहुन्छ। कम आश्चर्यका साथ स्थिर परिवर्तनहरू।
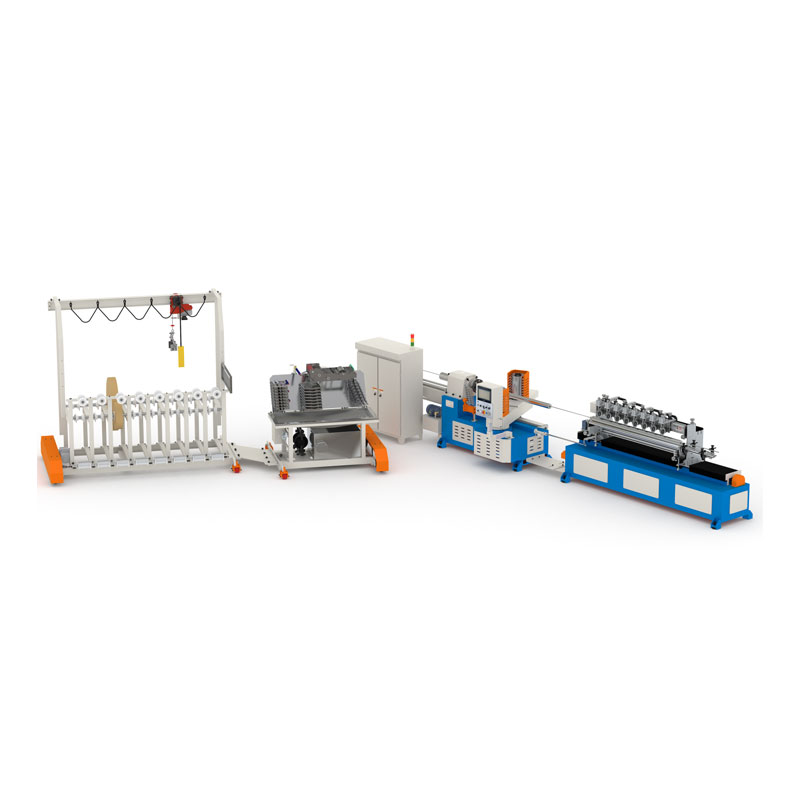
A पेपर ट्यूब मेसिनम्यान्डरेल (कहिलेकाहीं शाफ्ट वा कोर भनिन्छ) वरिपरि कागजको धेरै तहहरू घुमाएर ट्यूबहरू बनाउँछ, तिनीहरूलाई टाँसेर टाँस्नुहोस्, त्यसपछि ट्यूबलाई आवश्यक लम्बाइमा काट्नुहोस्। तपाईंको उद्योगमा निर्भर गर्दै, समाप्त ट्यूब प्याकेजिङ ट्यूब हुन सक्छ, फिल्म वा टेक्सटाइल कोर, कम्पोजिट क्यान बडी, वा सुरक्षात्मक आस्तीनको रूपमा प्रयोग गरिएको संरचनात्मक ट्यूब।
केवल काम गर्ने "ट्यूब निर्माता" र पैसा छाप्ने रेखा (विनम्रतापूर्वक) बीचको भिन्नता स्थिरता हो: लगातार तनाव, लगातार टाँसने अनुप्रयोग, लगातार घुमाउरो दबाव, र लगातार काटन। जब ती चरहरू बहाउँछन्, तपाईंले कमजोर ट्यूबहरू, अण्डाकार, डेलामिनेशन, धुलो, ग्लु प्रदूषण, वा खराब लम्बाइ सहनशीलता प्राप्त गर्नुहुन्छ।
दुखाइ बिन्दु 1: असंगत ट्यूब बल
ग्राहकहरूले कागजको ब्याचहरू भिन्न हुन्छन् वा आर्द्रता रातारात परिवर्तन हुन्छ भन्ने कुराको वास्ता गर्दैनन्। यदि ट्यूब कुचल्छ, डिलामिनेट हुन्छ, वा घुमाउरो/प्याकिंगको समयमा पतन हुन्छ, तपाईंले विश्वास र मार्जिन गुमाउनुहुन्छ। शक्ति समस्याहरू सामान्यतया कागज तनाव नियन्त्रणमा फर्किन्छन्, चिपकने एकरूपता, र घुमाउरो दबाव स्थिरता।
दुखाइ बिन्दु 2: ग्लु गडबड र अस्थिर बन्धन
अत्याधिक टाँसेको कारण चिप्लो, प्रदूषण, र सफाई डाउनटाइम हुन्छ। धेरै थोरैले डिलेमिनेशन र कमजोर जोडहरू निम्त्याउँछ। एक नियन्त्रित ग्लु डेलिभरी मार्ग (र एक अपरेटर-अनुकूल सफाई दिनचर्या) प्रायः सबैभन्दा छिटो ROI अपग्रेड हो।
दुखाइ बिन्दु 3: ढिलो परिवर्तनहरू
यदि व्यास वा पर्खाल मोटाई स्विच गर्न सँधै लाग्छ भने, तपाईं उत्पादन विविधता र मिस अर्डर बेवास्ता गर्नुहुनेछ। द्रुत आकार परिवर्तनहरू द्रुत-समायोजित संयन्त्र, स्पष्ट सेटअप सन्दर्भहरू, र स्थिर डिजिटल रेसिपीहरूमा निर्भर हुन्छन्।
दुखाइ बिन्दु 4: खराब काट्ने सटीकता र कुनै न कुनै किनाराहरू
नराम्रो कटौतीहरू लम्बाइ बेमेल, burrs, कुचिएको छेउ, र ग्राहक गुनासोहरूको रूपमा देखा पर्दछ। काट्ने स्थिरता कठोरता, ब्लेड अवस्था, ट्यूब फिड गति संग सिंक्रोनाइजेसन मा निर्भर गर्दछ, र धुलो ह्यान्डल गर्ने सफा तरिका।
यदि तपाइँ नयाँ लाइनको मूल्याङ्कन गर्दै हुनुहुन्छ भने, "अधिकतम गति के हो?" सोधेर सुरु नगर्नुहोस्। सोधेर सुरु गर्नुहोस्: "हाम्रो ट्यूब चश्मामा, गुणस्तर बहाव बिना पूर्ण शिफ्टको लागि कुन गति स्थिर रहन्छ?"
प्रक्रिया बुझ्नाले अस्थिरता कहाँ लुकेको छ भनी पत्ता लगाउन मद्दत गर्छ। धेरै जसो पेपर ट्यूब उत्पादनले यो क्रमलाई पछ्याउँछ:
एक स्थिरपेपर ट्यूब मेसिन"एउटा विशेषता" होइन। यो एक चेन हो: यदि तनाव बढ्छ, गोंद असमान हुन्छ; यदि गोंद असमान छ भने, घुमाउरो दबाव फरक व्यवहार गर्दछ; यदि घुमाउरो दबाब परिवर्तन हुन्छ, काट्ने गुणस्तर परिवर्तन हुन्छ। राम्रो उपकरणले चेनलाई अनुमानित बनाउँछ।
यहाँ क्षमताहरू छन् जुन उत्पादन वास्तविक हुँदा धेरै महत्त्वपूर्ण हुन्छ, सैद्धांतिक होइन:
| उत्पादन समस्या | मेसिन क्षमता जसले मद्दत गर्दछ | तपाईंले मूल्याङ्कन गर्दा के खोज्नुपर्छ |
|---|---|---|
| ट्यूब delamination / कमजोर बन्धन | स्थिर चिपकने आवेदन र नियन्त्रित गोंद पथ | ग्लु फिलिम, सफा गर्न सजिलो भागहरू, तपाईंको पेपर ग्रामेज र ट्यूब मोटाईको लागि स्पष्ट सेटअप दायराहरू |
| ओवल ट्यूब / खराब गोलाकार | कठोर गठन प्रणाली र स्थिर घुमाउरो दबाव | लगातार ट्यूब OD/ID पढाइ, न्यूनतम कम्पन, तपाईंको लक्ष्य गतिमा सहज दौड |
| झुर्रियाँ र तह गलत संरेखण | राम्रो कागज मार्गदर्शक र तनाव स्थिरता | सफा वेब पथ, भरपर्दो ब्रेकिङ/नियन्त्रण, रिल परिवर्तन पछि दोहोर्याउन मिल्ने पङ्क्तिबद्धता |
| रफ किनाराहरू / लम्बाइ बेमेल | सटीक काट्ने सिंक्रोनाइजेसन | लामो दौडमा नमूनाहरू काट्नुहोस्: burrs, कुचिएको छेउ, लम्बाइ सहनशीलता स्थिरता जाँच गर्नुहोस् |
| स्टार्टअपको समयमा धेरै स्क्र्याप | द्रुत सेटअप सन्दर्भहरू र अपरेटर-अनुकूल नियन्त्रणहरू | सजिलो प्यारामिटर समायोजन, स्पष्ट संकेतकहरू, पुन: सुरु पछि स्थिर परिणाम |
| सफाई र जामबाट डाउनटाइम | मर्मत पहुँच र अनुमानित उपभोग्य वस्तुहरू | सरल सफाई चरणहरू, पहुँचयोग्य गोंद/काट्ने क्षेत्रहरू, मानक पहिरन भागहरू |
के हराइरहेको छ ध्यान दिनुहोस्: अस्पष्ट प्रतिज्ञाहरू। उत्तम खरिद कुराकानीहरू तपाईंको ट्यूब चश्मा र तपाईंको परिवर्तन वास्तविकताको वरिपरि घुम्छन्। यदि एक आपूर्तिकर्ताले कसरी व्याख्या गर्न सक्छपेपर ट्यूब मेसिनलामो समय सम्म स्थिर रहन्छ - विशेष गरी रिल परिवर्तन र पुन: सुरु गर्दा - त्यो हो जब तपाईं राम्रो निर्णयको नजिक आउँदै हुनुहुन्छ।
तपाईंले उद्धरणहरू तुलना गर्नु अघि, आफ्ना आवश्यकताहरू लक गर्नुहोस्। पातलो पर्खाल प्याकेजिङ्ग ट्यूबहरूको लागि उपयुक्त मेसिन भारी औद्योगिक कोरहरूको लागि गलत हुन सक्छ। "लगभग सही" किन्नबाट बच्न तलको चेकलिस्ट प्रयोग गर्नुहोस्।
तपाईंको ट्यूब आवश्यकताहरू परिभाषित गर्नुहोस्
एक प्रमाण रन मानसिकता को लागी सोध्नुहोस्
| के प्रमाणित गर्ने | यसलाई कसरी प्रमाणित गर्ने | पास/फेल सुराग |
|---|---|---|
| आयामी स्थिरता (OD/ID/roundness) | लामो समय र पुन: सुरु पछि ट्यूबहरू मापन गर्नुहोस् | न्यूनतम बहाव, स्थिर नब-टर्न बिना स्थिर पठन |
| बन्ड बल स्थिरता | क्रस-सेक्शनहरू काट्नुहोस् र तह बन्धन एकरूपता जाँच गर्नुहोस् | कुनै स्पष्ट सुक्खा क्षेत्रहरू छैनन्, कुनै अत्यधिक गोंद निचोड-आउट छैन |
| गुणस्तर काट्नुहोस् | burrs/क्रसिङका लागि अन्त्यहरू निरीक्षण गर्नुहोस्; लम्बाइ सहिष्णुता प्रमाणित गर्नुहोस् | किनाराहरू र ब्याचहरूमा दोहोर्याउन सकिने लम्बाइ सफा गर्नुहोस् |
| अपरेटर अनुभव | अपरेटरहरूलाई रिल परिवर्तन + पुन: सुरु प्रक्रियाहरू चलाउन लगाउनुहोस् | प्रक्रिया शान्त रहन्छ; सेटअप स्पष्ट र दोहोर्याउन योग्य छ |
| मर्मत यथार्थवाद | सफाइ + लुगा भाग प्रतिस्थापन चरणहरू मार्फत हिंड्नुहोस् | पहुँचयोग्य डिजाइन र सरल दिनचर्याहरू जुन छोडिने छैन |
ट्यूब उत्पादनको लागि गुणस्तर नियन्त्रण जटिल हुनु आवश्यक छैन; यो एकरूप हुनु आवश्यक छ। यदि तपाइँ चल्दै हुनुहुन्छ भने एपेपर ट्यूब मेसिनस्केलमा, सानो बहाव छिटो महँगो हुन्छ।
प्रो टिप: यदि तपाईंको स्क्र्याप "अनियमित रूपमा" बढ्छ भने, यो प्राय: अनियमित हुँदैन - ट्र्याक जब यो हुन्छ (रिल परिवर्तन पछि, रोके पछि, आर्द्र अवधिमा), र तपाईंले समाधान गर्न सक्ने ढाँचा फेला पार्नुहुनेछ।
अपटाइम एक रणनीति हो, इच्छा होइन। राख्ने सबैभन्दा सजिलो तरिका एपेपर ट्यूब मेसिनस्थायित्व भनेको उत्पादनको अंश जस्तै मर्मत सम्भार गर्नु हो। यहाँ एक व्यावहारिक दृष्टिकोण छ जुन धेरै बिरुवाहरूले प्रयोग गर्दछ:
| आवृत्ति | के गर्ने | किन यो महत्त्वपूर्ण छ |
|---|---|---|
| प्रति शिफ्ट | टाँस्ने सम्पर्क क्षेत्रहरू सफा गर्नुहोस्, काट्ने नजिकको कागजको धुलो हटाउनुहोस्, स्पष्ट ढीलापन जाँच गर्नुहोस् | निर्माणलाई रोक्छ जसले बन्डिङ अस्थिरता र खराब कटौती निम्त्याउँछ |
| दैनिक | ब्लेड/उपकरणहरू निरीक्षण गर्नुहोस्, आधारभूत पङ्क्तिबद्ध गाइडहरू प्रमाणित गर्नुहोस्, असामान्य आवाजको लागि गतिशील भागहरू जाँच गर्नुहोस् | क्याचहरू स्क्र्याप र डाउनटाइम हुनु अघि नै पहिरिन्छन् |
| साप्ताहिक | स्नेहन दिनचर्या, गहिरो सफाई, तनाव र खुवाउने स्थिरता पुष्टि गर्नुहोस् | प्रक्रियालाई स्थिर बनाउँछ र बहाव रोक्छ |
| मासिक | स्पेयर पार्ट्स सूची समीक्षा गर्नुहोस्, कुञ्जी पहिरन घटकहरू निरीक्षण गर्नुहोस्, अपरेटर रिफ्रेस प्रशिक्षण ताजा गर्नुहोस् | आपतकालीन स्टपहरू घटाउँछ र टोलीहरूमा सञ्चालनहरू एकरूपता राख्छ |
समस्या निवारण गर्दा, लक्षणहरूबाट सुरु गर्नुहोस् र पछाडि काम गर्नुहोस्: यदि काटहरू नराम्रो छन् भने, तुरुन्तै ब्लेडलाई दोष नदिनुहोस् - ट्यूब फिड स्थिरता र कम्पन जाँच गर्नुहोस्। यदि डिलेमिनेशन देखा पर्यो भने, तुरुन्तै कागजलाई दोष नदिनुहोस् - टाँस्ने एकरूपता र तनाव बहाव जाँच गर्नुहोस्। शान्त निदानले प्रत्येक पटक आतंक समायोजनलाई हराउँछ।
उपकरण किन्नु एउटा कुरा हो। यसलाई वर्षौंसम्म सहज रूपमा चलाउनु अर्को कुरा हो। एक राम्रो आपूर्तिकर्ता सम्बन्ध सामान्यतया समावेश छ: व्यावहारिक कमीशन समर्थन, स्पष्ट सञ्चालन मार्गदर्शन, पहुँचयोग्य पहिरन भागहरू, र समस्या निवारणको लागि उत्तरदायी सेवा। लक्ष्य सरल छ: तपाईंको लाइन अनुमानित राख्नुहोस् ताकि तपाईंको डेलिभरी तालिका भरपर्दो रहोस्।
यदि तपाइँ बाट सोर्स गर्दै हुनुहुन्छ Wenzhou Feihua मुद्रण मेसिनरी कं, लिमिटेड, कुराकानीलाई उत्पादन योजना जस्तै व्यवहार गर्नुहोस्: तपाइँको ट्यूब चश्मा, तपाइँको भौतिक वास्तविकता, र तपाइँको आउटपुट लक्ष्य साझा गर्नुहोस् - त्यसपछि सोध्नुहोस् कि कसरी मेसिन लामो रनहरूमा स्थिर रहन्छ, पुन: सुरु हुन्छ, र बारम्बार आकार परिवर्तनहरू। तपाईंले प्राप्त गर्नुहुने जवाफहरूको गुणस्तरले तपाईंलाई ब्रोशरभन्दा बढी बताउन सक्छ।
प्रश्न: पेपर ट्यूब मेसिनको लागि उद्धरण अनुरोध गर्नु अघि मैले कुन जानकारी तयार गर्नुपर्छ?
A:आफ्नो ट्यूब व्यास दायरा, भित्ता मोटाई दायरा, लम्बाइ दायरा, पेपर ग्रामेज/प्लाई गणना, टाँसने प्रकारको प्राथमिकता, प्रति शिफ्ट लक्ष्य आउटपुट, र कुनै पनि विशेष आवश्यकताहरू (अन्त समाप्त, धुलो नियन्त्रण, कडा सहनशीलता, बारम्बार आकार परिवर्तनहरू) तयार गर्नुहोस्। तपाईंको इनपुटहरू जति स्पष्ट हुन्छ, सिफारिस उति सटीक हुन्छ।
प्रश्न: मेरो ट्यूब बल समस्या मेसिन वा कच्चा कागज बाट आउँछ भने मलाई कसरी थाहा?
A:ढाँचाहरू जाँच गर्नुहोस्। यदि रील परिवर्तनहरू, रोकिने वा आर्द्र परिवर्तनहरू पछि डेलामिनेशन स्पाइक हुन्छ भने, प्रक्रियाको स्थिरता सम्भवतः संलग्न हुन्छ (तनाव, ग्लु एकरूपता, घुमाउरो दबाब)। यदि यो सबै अवस्थाहरूमा लगातार हुन्छ भने, कच्चा माल वा टाँस्ने अनुकूलता चालक हुन सक्छ।
प्रश्न: काटन गुणस्तर मूल्याङ्कन गर्न एक यथार्थवादी तरिका के हो?
A:केही नमूनाहरूबाट न्याय नगर्नुहोस्। तपाईंको चश्मामा लामो दौडको लागि सोध्नुहोस्, त्यसपछि काटिएको छेउ र समयभर लम्बाइ स्थिरता निरीक्षण गर्नुहोस् - विशेष गरी पुन: सुरु गरेपछि। एकल "उत्तम" कट भन्दा बढि सरसफाई र सहिष्णुता महत्त्वपूर्ण छ।
प्रश्न: उच्च गति सधैं राम्रो छ?
A:पूर्ण परिवर्तनको लागि गुणस्तर स्थिर रह्यो भने मात्र। बहावको आयाम वा बारम्बार सफाई रोकिने उच्च गतिले थोरै ढिलो, स्थिर रेखा भन्दा कम बिक्रीयोग्य आउटपुट उत्पादन गर्न सक्छ।
Q: कुन मर्मत कार्यहरू सबैभन्दा सीधा गुणस्तरको सुरक्षा गर्छन्?
A:टाँस्ने क्षेत्रको सफाई, काट्ने नजिकको धुलो व्यवस्थापन, र कम्पन र ढिलोपनको लागि नियमित जाँचहरू ठूलो जीतहरू हुन्। यसले "सानो बहाव" लाई रोक्छ जसले चुपचाप स्क्र्याप सिर्जना गर्दछ।
तपाईंको ट्यूब चश्मा र दैनिक आउटपुट लक्ष्यमा सही पेपर ट्यूब मेसिन मिलाउन तयार हुनुहुन्छ?
हामीलाई आफ्नो व्यास दायरा, पर्खाल मोटाई, लम्बाइ सहिष्णुता, कागज प्रकार, र लक्ष्य क्षमता बताउनुहोस् — र हामी तपाईंलाई व्यावहारिक कन्फिगरेसन नक्सा गर्न मद्दत गर्नेछौं। जसले स्थिर उत्पादन, द्रुत परिवर्तन र सफा कटौतीलाई प्राथमिकता दिन्छ। यदि तपाइँ कम आश्चर्य र अधिक अनुमानित परिवर्तनहरू चाहनुहुन्छ भने, हामीलाई सम्पर्क गर्नुहोस्तपाईंको आवेदन छलफल गर्न र एक अनुकूल समाधान अनुरोध गर्न।











